|
|
|
Illustration Lost Wax Process for Casting
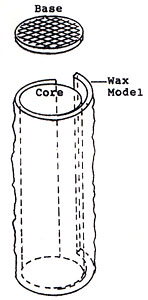
The wax model and base applied to the core.
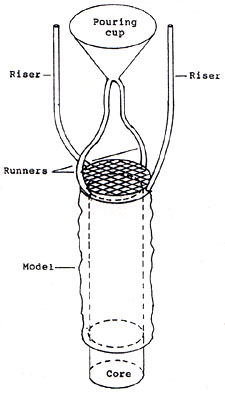
The assembly gate. The wax model, pouring cup, runners and risers, mounted on the core. The wax model is made flat, as shown, using hand tools, and when completed it is wrapped around a core and the edges joined, and the base is added. The wax pouring cup, runners and risers are then added with the model inverted. There are several methods by which the mold can be made. The most likely a fine mixture of two parts of plaster of Paris, with one and a half parts of silica, mixed with water. The gate assembly (shown above) is placed in the center of a walled enclosure while the mixture is poured in one pouring, with a steel wire embedded in the mixture. After the mixture has set, the steel wire is wound round and round the outside of the mold to reinforce it. An additional rough slurry of plaster is added by hand over the entire mold, covering the fixing wire. The mold is allowed to cure to reduce the moisture, and is then placed in a burnout kiln in an inverted position, so that the wax may drain out, which may take forty-eight hours. When all of the wax is "lost" the mold is allowed to cool, before being placed in an upright box, when earth is added and rammed tight. Then the metal may be poured. When ready the mold is broken open, the casting removed and trimmed. This is a one-off process. The model cannot be re-used. Click here to return to Glossary Index
|
|
Museum Home Page Phoenixmasonry Home Page Copyrighted © 1999 - 2019 Phoenixmasonry, Inc. The Fine Print |